制药业用西林瓶成型生产线 - Stevanato Group
西林瓶成型线:设计和制造先进的玻璃西林瓶成型线线,确保高效率和灵活性。用于制药领域的西林瓶成型线
Home - Stevanato Group > 产品和平台 - Stevanato Group > 制药业用玻璃转化线 - Stevanato Group > 制药业用西林瓶成型生产线 - Stevanato Group
全自动设备
斯蒂瓦那托集团西林瓶成型生产线具有各种规格,因生产要求而异。我们在工艺的每个步骤与客户保持紧密联系,设计和生产完全定制化的专用设备,可生产出定制化尺寸和形状的西林瓶。
概述
| 最佳应用 |
高速成型机,非常适用于大批量生产 |
先进的西林瓶成型机配置伺服电机 |
标准和非标准西林瓶的中小批量生产的理想选择 |
BZ HS是BZ16的高速型号,配有伺服电机 |
2台单出口成型机组成的一条生产线,可高速生产大量西林瓶 |
| 玻管尺寸 |
11至31mm的标准直径 Ø(可提供 Ø 40mm以内) |
13至34mm的标准直径 Ø(可提供 Ø 40mm以内) |
13至34mm的标准直径 Ø(可提供 Ø 50mm以内) |
13至34mm的标准直径 Ø(可提供 Ø 50mm以内) |
13至34mm的标准直径 Ø(可提供 Ø 50mm以内) |
| 每个循环的西林瓶 |
2 |
2 |
1 |
1 |
1 x 2 台机器 |
| 最大机械速度 |
45机械速度/分钟(90只/分钟) |
54机械速度/分钟 (108只/分钟–理论速度) |
40机械速度 |
60机械速度 |
60机械速度 |
| 夹头数量 |
颈部成型30个上夹头,底部成型20个下夹头(每侧10个) |
30个上夹头 - 24个下夹头(每侧12个) |
颈部成型的16个上夹头,底部成型的10个下夹头 |
颈部成型16个上夹头,底部成型10个下夹头 |
颈部成型16个上夹头,底部成型10个下夹头 |
高质量,高可靠性
得益于精挑细选的原材料、准确的组装工艺,西林瓶成型生产线的设计和生产可确保优化的机械阻力
所有设备均以相当高的精度运行,配有易于使用的人机界面,确保无缝的高速生产,减少次品,提高机械耐性。
容器能满足大部分高要求制药公司在机械阻力、外观和尺寸方面的要求
3BS 30 EV
glass vials forming 3BS30 EV

完整的生产线或单独模块
Ampoules, Vials, Cartridges forming line
Ampoules line production
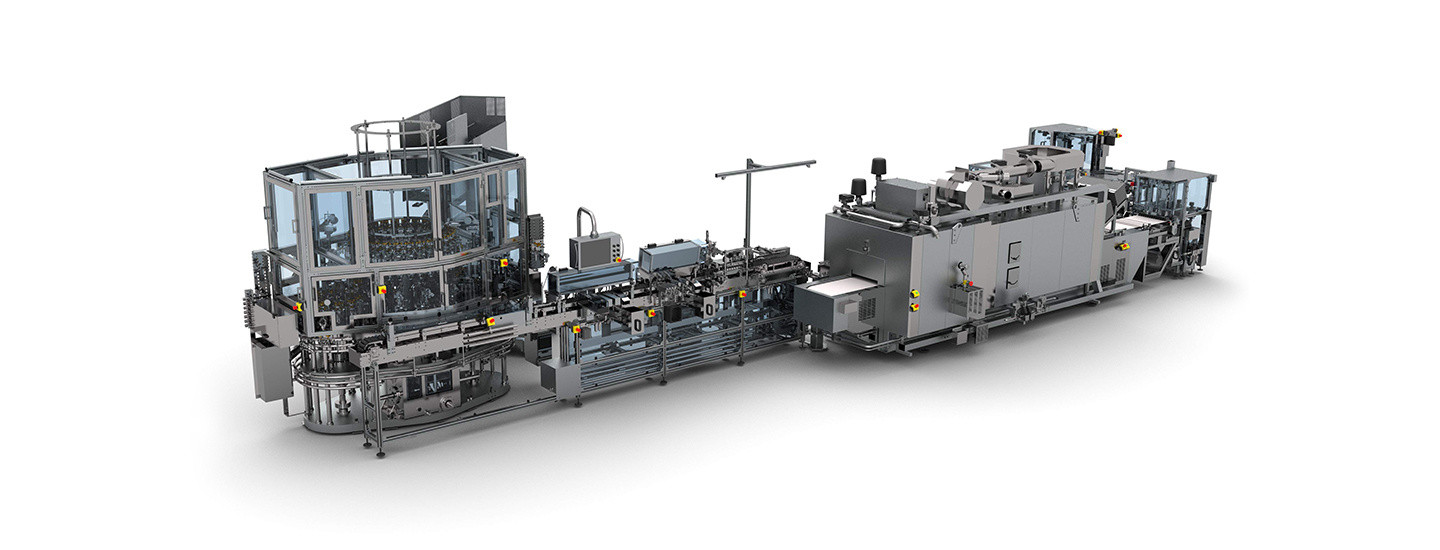
1. 玻管装载机
2. 尺寸控制
3. 成型后处理线
4. 退火炉
2. 外观控制
5. 包装机
斯蒂瓦那托集团玻璃成型线以完整并可立即使用的形式提供,包括成型单元、其它工艺设备或单独模块。全自动清洗设备去除玻璃上的颗粒,减少外观缺陷。点击下方模块了解更多。
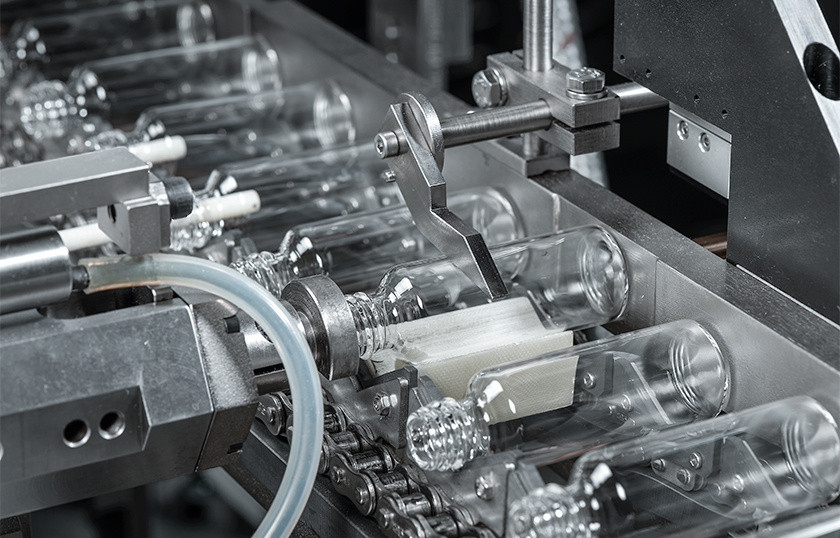
硅化
硅化是影响容器性能的一个关键参数:必须优化并监测该参数,以确保对患者实行安全有效地注射,确保药品质量。
Siliconization Line

乳液和/或油形式的硅化是一种润滑剂。西林瓶具有疏水性质,硅化涂层能确保更高的提取率,直至最后一滴产品。
此外,硅化层最大程度降低了产品与玻璃容器之间的相互作用,并可防止某些产品粘附到内表面,玻璃因而看起来几乎透明。
siliconization
通过精确的自动化优化工艺的控制及其可靠性,硅化生产线设计的目的在于:
• 改善玻璃与内部组件之间的滑动性能(例如,橡胶部件)
• 改善容器内部的液体溶液流量,减少“浪费容量”问题
• 减少药物与玻璃容器之间的相互作用
• 处理最常见的喷涂材料:硅乳液或硅油
特点
配电气或气体加热系统的烘箱。烘箱可安装在硅化生产线上或作为单独的装置,具体取决于所用硅化的类型
您对 西林瓶成型线 感兴趣吗?
提交您的要求
 中文
中文
 English
English
 Italiano
Italiano
 Deutsch
Deutsch
 日本語
日本語
 Español
Español












