







执行摘要
建议始终根据具体情况评估容器的性能。但对于面临mRNA疫苗开发问题的制药企业而言,增强玻璃容器与低温储存条件的兼容性信心至关重要。在该日益复杂的应用中,斯蒂瓦那托集团玻璃西林瓶是经过验证的解决方案,可为客户简化流程。

本研究旨在通过实验验证2R Fina®优质玻璃西林瓶在多种条件下的机械性能与容器密封完整性(CCI)表现。
采用垂直加压测试(VC)和爆破测试(BT)两种定量技术测试机械性能,测量单支西林瓶失效前可承受的最大机械应力;测试结果显示不同配置样品在处理前后的性能无统计学显著差异。
CCI采用确定性技术(激光顶空气体分析法)检测,通过测量西林瓶内顶空CO2气体浓度进行检测。本研究对含有多种胶塞配置的手动/自动组装的西林瓶,在室温与-80°C储存后多个时间点进行分析。测试涵盖7种组合配置,每种配置在T0、T6及T24个月时间点各取30个样本,所有配置均通过测试,表明CCI保持完好。
鉴于最终容器密封配置取决于工艺和材料特性,必须开展专项研究以确保所选配置适用于目标用途。
测试方法
通过垂直加压测试和爆破测试验证机械强度
本测试旨在识别并测定-80°C储存条件下持续7天对玻璃西林瓶轴向载荷和内部压力机械强度的潜在影响。进行VC和BT测试的样本为未加盖2R型西林瓶,旨在单独评估对玻璃容器本体的影响。
对经过深冻处理和未经处理的空瓶分别进行VC和BT测试,以验证处理条件本身导致的行为差异。
VC和BT测试采用Zwick Roell Z050万能材料测试机进行

图1:a)垂直加压前样品示例 b)垂直加压后样品示例

图2:a)爆破测试前样品示例 b)爆破测试后样品示例
测试样品为符合ISO 8362-1标准的2R西林瓶,包含两种不同配置:
2R Fina®: 采用标准底部设计且未实施反吹的2R西林瓶,按Fina®质量标准生产。
2R Fina®: 采用欧洲反吹工艺及冻干优化底部设计的2R西林瓶,按Fina®质量标准生产。

图3:内置2R西林瓶进行深冻循环的气候试验箱。
为研究灌装体积(FV)对西林瓶冷冻过程中机械强度的潜在影响,我们开展了初步可行性研究,以评估不会导致深冻循环后瓶体开裂或破损的“最佳”灌装体积。
由于即使采用3.0 mL的灌装体积也未观察到破损西林瓶,故将此值定为“最佳”灌装体积。3.0 mL灌装体积系用于深冻循环以获取“冷冻后”样品的参数。
通过顶空气体测试验证容器密封完整性
本测试旨在测定在25°C/60%相对湿度和-80°C条件下,三个不同时间点(T0、T6和T24个月)在24个月储存期内的容器密封完整性。
接受容器密封完整性评估的样品为采用不同封盖方式的2R西林瓶:铝塑组合盖压塞封装与按压式卡扣盖封装。
容器密封完整性测试采用顶空气体分析法,通过测量样品在目标温度下暴露于富二氧化碳环境后的顶空二氧化碳含量实现。
受测品类为符合ISO 8362-1标准的2R西林瓶,仅测试一种配置:
2R Fina®: 采用标准底部设计且未实施反吹的2R西林瓶,按Fina®质量标准生产。
测试结果与结论
垂直压缩与爆破测试的机械性能
经垂直加压测试和爆破测试的两类样品的结果汇总如下:
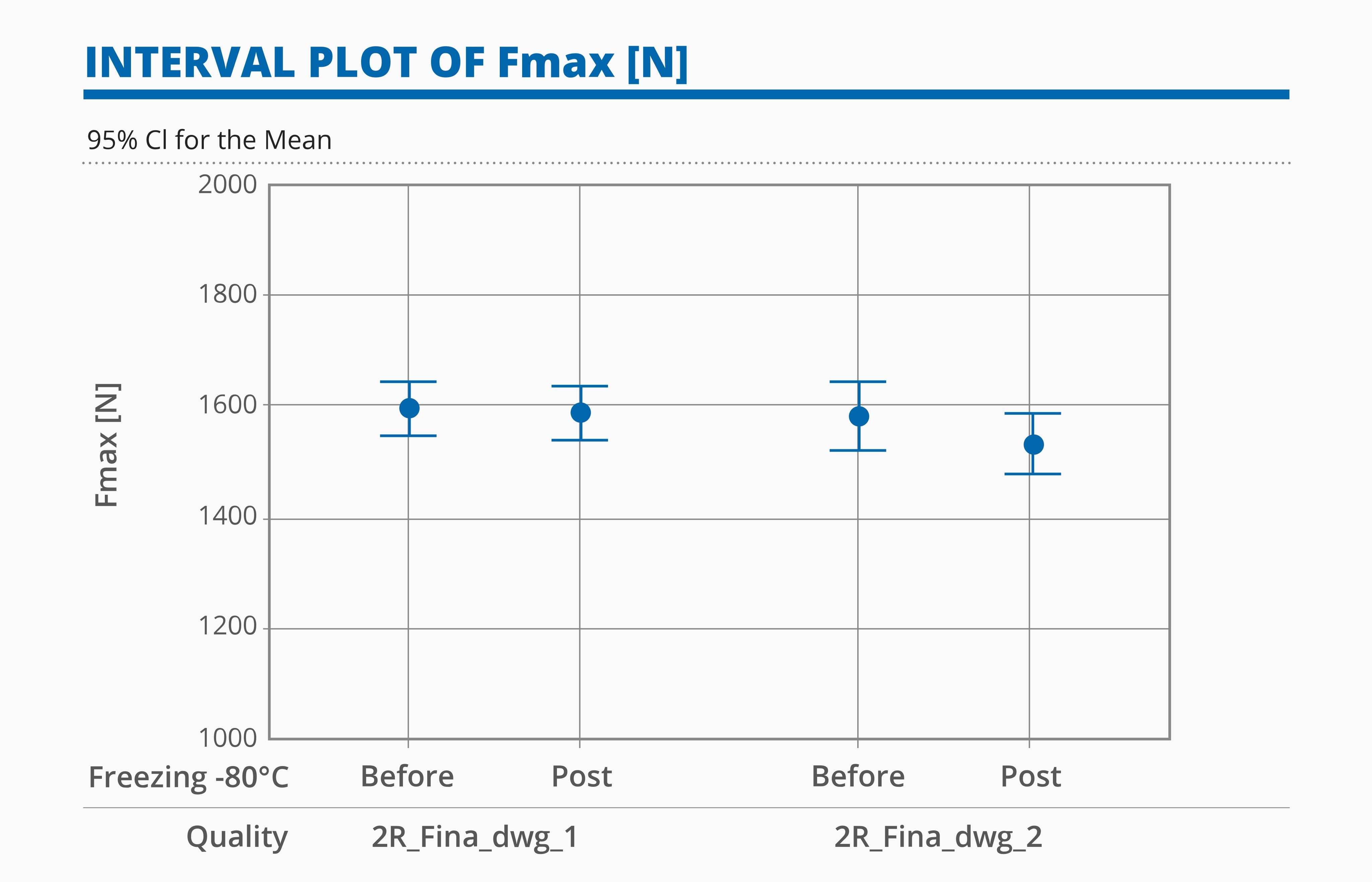
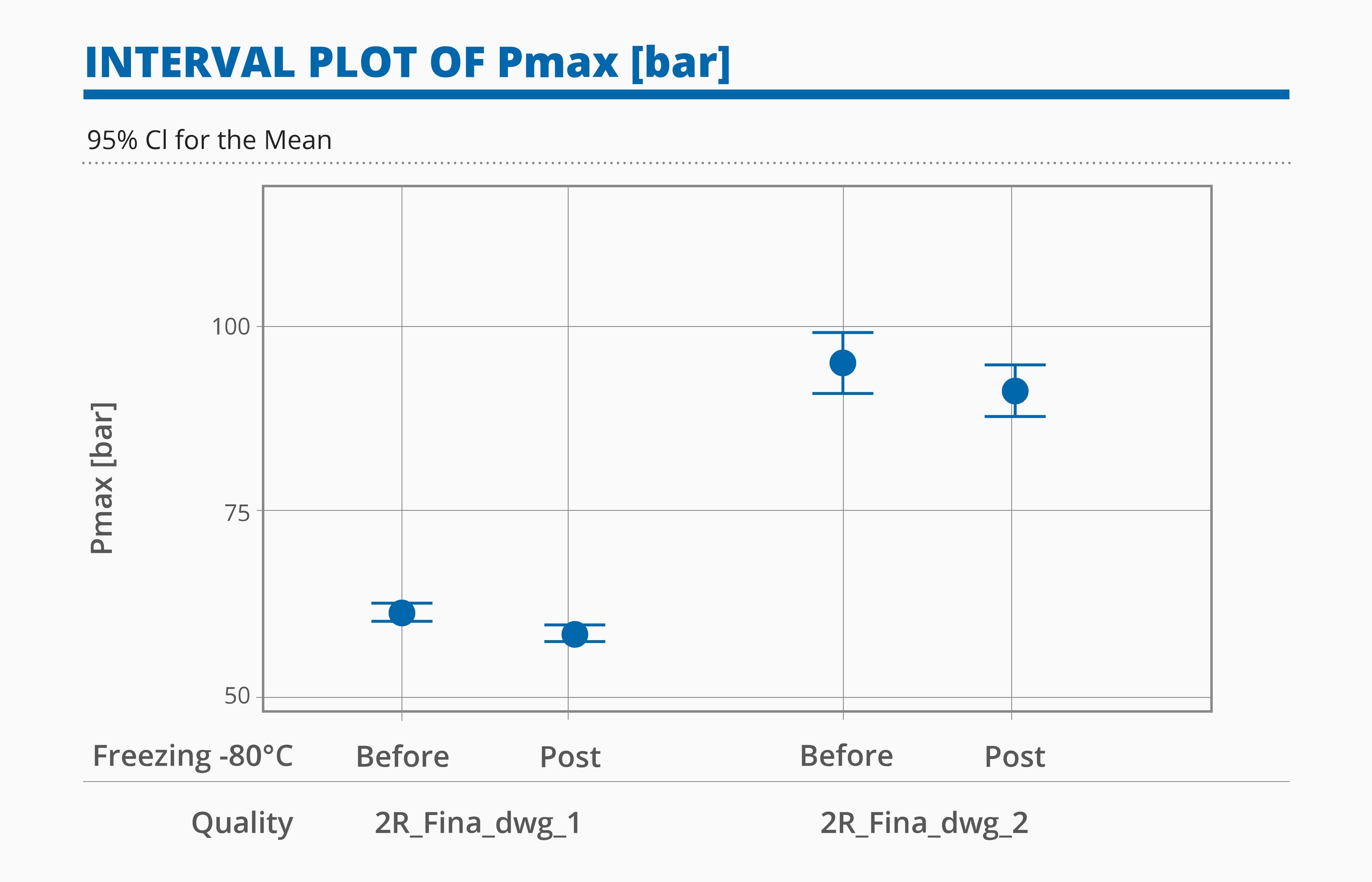
可确认以下影响:
- “2R_Fina_dwg1”和“2R_Fina_dwg2”两类样品在环境调节处理后产生破裂的平均最大力均未出现明显下降,且深冻处理后机械性能无显著差异。
- 瓶口几何形状(不采用反吹工艺或采用欧洲反吹工艺)与瓶底几何形状(标准瓶底与冻干优化瓶底)对垂直加压测试结果均无影响。
- 采用欧洲反吹工艺和冻干优化瓶底的西林瓶,其机械性能在爆破测试中优于不采用反吹工艺、使用标准瓶底设计的西林瓶。
- 所有测试样品在-80°C条件下处理后均无统计学差异。
容器密封完整性测试-顶空气体分析(CO2)
下表汇总了各测试配置在不同条件下的顶空气体分析CCI测试结果。
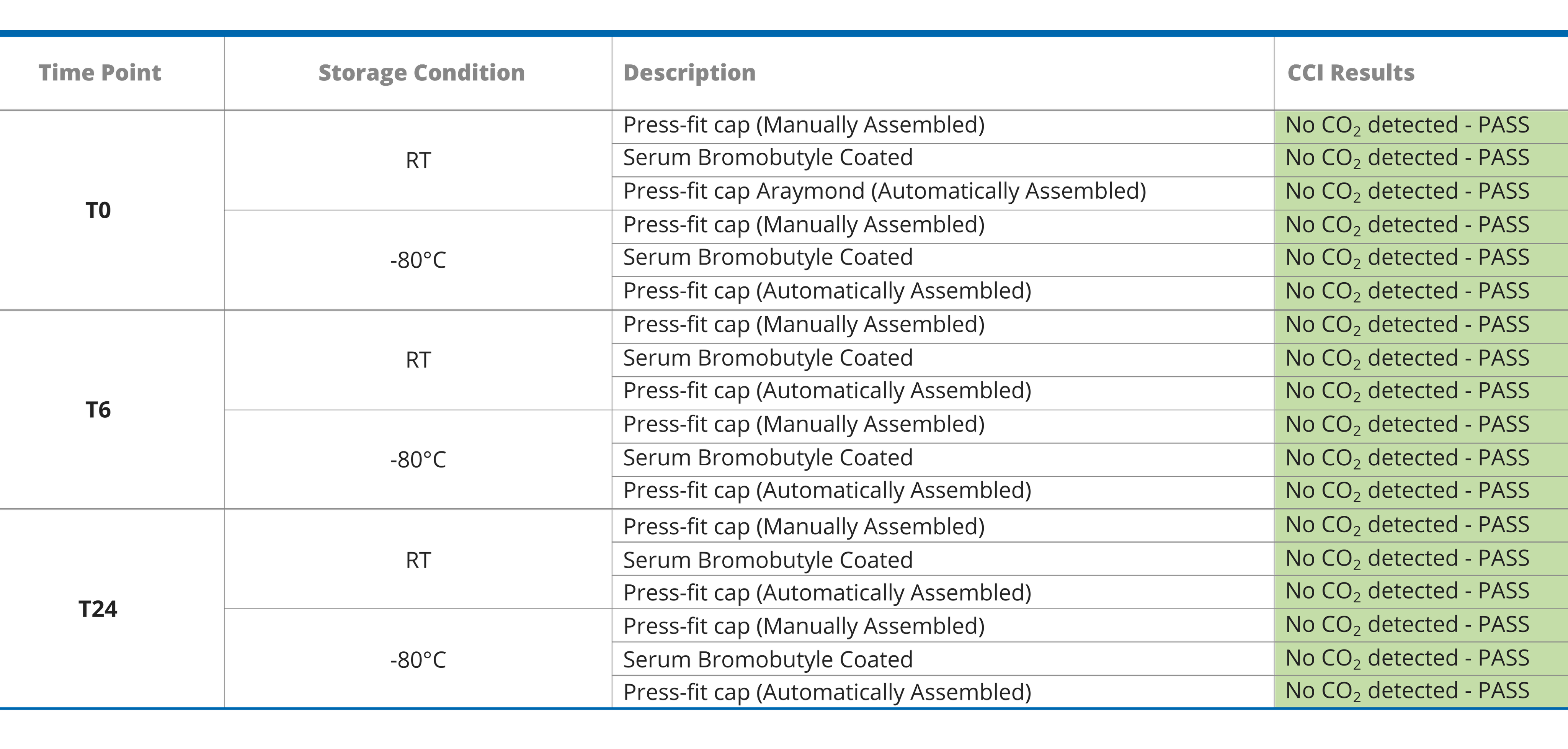
可确认以下影响:
- 所有测试样品在25°C和-80°C条件下均保持容器密封完整性,不受胶塞类型和组装方式影响。
- 所有阳性对照组(包括人工穿孔和激光打孔样本)均显示二氧化碳渗入量显著升高(数据未显示)。该方法可有效检测室温及-80°C环境下5 µm级的孔径缺陷。
- 所有测试类别的样品均未出现西林瓶破裂问题。
- 测试类别在-80°C和室温条件下,于T0、T6及T24时间点均保持容器密封完整性(CCI)。
结论
本研究分析验证了斯蒂瓦那托集团2R Fina®优质玻璃西林瓶在-80°C长期储存后的性能表现。
分析结果表明,2R西林瓶可在此条件下处理且不会影响其机械性能;此外,不同瓶型结合不同密封系统,均可在测试条件下长期维持CCI。
因此,斯蒂瓦那托集团的2R Fina®优质玻璃西林瓶适用于需深冷储存的敏感分子以保持药物使用前稳定性——例如mRNA和DNA疫苗,以及病毒载体和基因疗法。


